

J'attends avec impatience votre message
Notre usine a été créée en 2006
-
 Mobile/Whats app/Wechat: +86-18761594570 (Mlle Jenny Chen)
Mobile/Whats app/Wechat: +86-18761594570 (Mlle Jenny Chen)
-
 E-mail: [email protected]
E-mail: [email protected]
Le film rétractable en polyoléfine offre-t-il une protection contre l'humidité ?
Introduction au film rétractable en polyoléfine
Film rétractable en polyoléfine est un matériau d'emballage polyvalent largement utilisé pour protéger les produits pendant le stockage et le transport. Sa combinaison de résistance, d'élasticité et de clarté le rend idéal pour une variété d'applications, notamment l'alimentation, l'électronique et les produits industriels. L’une des questions clés pour les fabricants et les consommateurs est de savoir si le film rétractable en polyoléfine offre une protection efficace contre l’humidité.
Contrairement aux films rétractables en PVC traditionnels, les films rétractables en polyoléfine sont fabriqués à partir de mélanges de polyéthylène et de polypropylène, offrant des caractéristiques de rétrécissement, une résistance à la perforation et une stabilité thermique améliorées. Ces propriétés contribuent directement à sa capacité à protéger les produits de l’humidité et des contaminants externes.
Propriétés de la barrière contre l'humidité
L’efficacité du film rétractable en polyoléfine pour assurer une protection contre l’humidité dépend de sa structure physique et de la composition de son matériau. Les films de haute qualité sont conçus avec plusieurs couches, y compris des couches barrières qui limitent la transmission de la vapeur d'eau. Cela réduit le risque de condensation ou de pénétration d’humidité qui pourrait compromettre le produit.
La performance de la barrière contre l'humidité est mesurée par le taux de transmission de la vapeur d'eau (WVTR). Les films polyoléfines ont généralement de faibles valeurs WVTR, ce qui les rend adaptés à l'emballage d'articles nécessitant une protection temporaire ou à long terme contre l'humidité.
Applications nécessitant une protection contre l’humidité
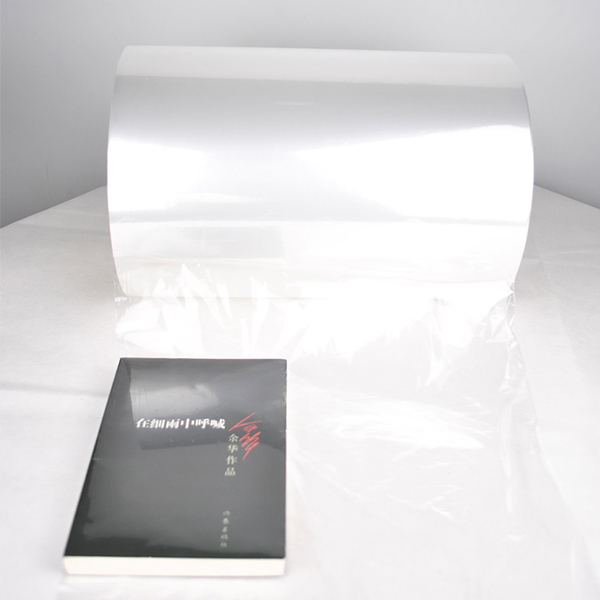
Le film rétractable en polyoléfine est largement utilisé dans les industries où l'exposition à l'humidité peut causer des dommages ou une dégradation. Ces applications incluent :
- Emballage alimentaire – conserve la fraîcheur des produits en empêchant l'absorption d'humidité et en prolongeant la durée de conservation
- Électronique – protège les appareils et les composants de l’humidité susceptible de provoquer la corrosion
- Biens industriels – protection des matériaux tels que les poudres, les produits chimiques ou les produits en papier pendant le stockage et le transport
Comparaison avec d'autres films rétractables
Par rapport aux films rétractables en PVC, la polyoléfine offre une résistance supérieure à l'humidité et une meilleure clarté. Il rétrécit également uniformément à des températures plus basses, réduisant ainsi le risque de déformation du produit. Alors que le PVC peut avoir une rigidité plus élevée, la polyoléfine offre une flexibilité et une résistance à la perforation améliorées, ce qui la rend plus efficace dans les environnements de transport dynamiques.
Le film rétractable en polyoléfine peut également être superposé ou co-extrudé avec des films barrières supplémentaires pour améliorer encore sa protection contre l'humidité, une caractéristique moins courante dans les films monocouches en PVC ou en polyéthylène.
Facteurs affectant la protection contre l'humidité
Plusieurs facteurs influencent la protection contre l’humidité offerte par le film rétractable en polyoléfine. Ceux-ci incluent :
- Épaisseur du film – des films plus épais offrent de meilleures propriétés barrières et une meilleure résistance aux perforations.
- Qualité d'étanchéité : une thermoscellage appropriée assure une fermeture étanche qui empêche la pénétration de l'humidité.
- Conditions de stockage – l’exposition à une humidité élevée ou à des fluctuations de température peut affecter l’efficacité de la barrière.
- Orientation du produit – une technique d'emballage appropriée garantit une couverture complète et évite les espaces.
Meilleures pratiques pour la protection contre l’humidité
Pour maximiser la protection contre l’humidité, les opérateurs doivent suivre des directives spécifiques de manipulation et d’application. Préchauffer le film rétractable, en garantissant une couverture complète et uniforme, et en évitant de trop étirer le film, améliore l'effet barrière. De plus, le stockage des produits emballés dans des environnements contrôlés réduit le risque de formation de condensation entre le produit et le film.
L’utilisation d’un film rétractable en polyoléfine avec des conceptions multicouches ou co-extrudées améliore la protection contre l’humidité des produits sensibles. Les tunnels thermiques et les pistolets de rétraction doivent être calibrés correctement pour obtenir un retrait constant sans espaces ni points faibles.
Durabilité et protection mécanique
Le film rétractable en polyoléfine agit non seulement comme une barrière contre l'humidité, mais protège également contre les dommages mécaniques. Son élasticité lui permet de s'adapter parfaitement aux formes irrégulières, empêchant ainsi la pénétration de poussière et réduisant le risque d'abrasion ou d'impact pendant le transport.
Les films en polyoléfine de haute qualité résistent à la perforation et à la déchirure, garantissant ainsi le maintien de la protection contre l'humidité même si le produit est manipulé fréquemment ou empilé pendant le transport.
Tableau comparatif : protection contre l'humidité des films rétractables
| Propriété | Film rétractable en polyoléfine | Film rétractable en PVC |
| Résistance à l'humidité | Élevé | Modéré |
| Flexibilité | Excellent | Inférieur |
| Clarté | Élevé | Moyen |
| Résistance à la déchirure | Élevé | Modéré |
Conclusion
Le film rétractable en polyoléfine offre une protection efficace contre l'humidité pour un large éventail d'applications, notamment les produits alimentaires, électroniques et industriels. Sa construction multicouche, son faible WVTR et ses fortes propriétés mécaniques en font un choix idéal pour prévenir les dommages causés par l'humidité et garantir l'intégrité du produit pendant le stockage et le transport.
En suivant des techniques d'application appropriées, en sélectionnant l'épaisseur appropriée et en utilisant des films polyoléfines de haute qualité, les fabricants et les distributeurs peuvent maximiser la protection contre l'humidité tout en bénéficiant d'une flexibilité, d'une résistance à la perforation et d'une clarté supérieures par rapport aux films rétractables traditionnels.
Produits recommandés






Contactez-nous
Vous voulez en savoir plus ?
- E-mail: [email protected]
- Phone: +86-18761594570 (Mlle Jenny Chen)
- WhatsApp: +86-18761594570
- Address : N° 58-2, route Panlongshan, ville de Shanguan, ville de Jiangyin, province du Jiangsu, Chine
Liens rapides
Catégories de produits
- Film rétractable POF standard
- Rouleau de film rétractable en polyoléfine
- Film thermorétractable POF
- Film plastique POF
- Rouleau rétractable POF
- Matériau du film rétractable POF
- Film rétractable POF
- Film rétractable en polyoléfine à pli central
- Film rétractable POF micro-perforé
- Film rétractable POF
- Film rétractable en polyoléfine
- Film plastique polyoléfine
Suivez-nous
Droit d'auteur © 2025 by Matériaux d'emballage Jiangyin Guanghong Co., Ltd. Rights Reserved.
 Fabricants de films rétractables POF
Fabricants de films rétractables POF